عملیات HIP - تکمیل کیفیت بعد از ریخته گری
بیشتر پره های توربین توربین های به خاطر اشکال پیچیده به روش ریخته گری دقیق تحت خلاء ساخته می شوند. اختلاف غلظت حاصل از ریخته گری Coring و یوتکتیک های γ-َγ، حفره های انقباضی ترک های گرم و مک های گازی از جمله عیوبی هستند که در قطعات ریخته گری وجود دارند و باعث کاهش خواص مکانیکی می شوند. با عملیات فشار ایزواستاتیک داغ علاوه بر ریز شدن بیشتر یوتکتیک ها و یکنواختی ساختار، حفره ها و تخلخل ها نیز بسته شده و چگالی قطعه افزایش می یابد.
فرآیند HIP در واقع یک سیکل عملیات حرارتی آنیل دمای بالاست که درجه حرارت بالاتر از دمای حل سازی با اعمال یک فشار ایزواستاتیکی خیلی زیاد (Mpa200 -100) توسط یک اتمسفر خنثی مثل گاز Ar با درجه خلوص بالا انجام می گیرد. از جمله عواملی که بر روی خصوصیات حاصله از فرآیند HIP تاثیر می گذارد می توان به دما، زمان و سرعت سرد کردن پس از HIP اشاره کرد.دستگاه HIP شامل یک مخزن است که می تواند به طور همزمان تحت فشار و دما قرار گیرد و شرایطی را بوجود آورد که موجب بسته شدن حفره ها و سینتر شدن یا پیوند دیفیوژنی سطح آلیاژ گردد.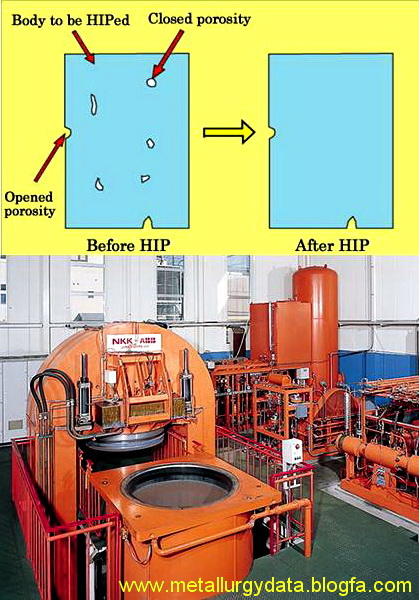
فرآیند HIP در واقع یک سیکل عملیات حرارتی آنیل دمای بالاست که درجه حرارت بالاتر از دمای حل سازی با اعمال یک فشار ایزواستاتیکی خیلی زیاد (Mpa200 -100) توسط یک اتمسفر خنثی مثل گاز Ar با درجه خلوص بالا انجام می گیرد. از جمله عواملی که بر روی خصوصیات حاصله از فرآیند HIP تاثیر می گذارد می توان به دما، زمان و سرعت سرد کردن پس از HIP اشاره کرد.دستگاه HIP شامل یک مخزن است که می تواند به طور همزمان تحت فشار و دما قرار گیرد و شرایطی را بوجود آورد که موجب بسته شدن حفره ها و سینتر شدن یا پیوند دیفیوژنی سطح آلیاژ گردد.
فرآیند HIP بر روی قطعه ها در دما و فشار بالا تحت گاز ایزواستاتیک در زمان مشخص در یک اتوکلاو انجام می شود. به کارگیری همزمان حرارت و فشار باعث حذف تمامی حفرات و میکروپروسیتی ها، بهبود خواص مکانیکی و کاهش پراکندگی نتایج می شود. حذف عیوب مذکور از طریق ترکیبی از مکانیزم های تغییر شکل پلاستیک، خزش و نفوذ انجام می شود. بنابراین وجود عیوب انقباضی بعد از عملیات HIP مجاز نمی باشد. اما عملیات HIP تاثیری بر روی عیوب دیگر نمی گذارد و معیارهای ارائه شده برای عیوب مثل مواد خارجی و ... قبل و بعد از HIP تغییری نمی کند.
+ نوشته شده در یکم آذر ۱۳۹۱ ساعت توسط مجید غفوری
 به لطف خدا،metallurgydata کاملترین و پر بازدیدترین(آمار حقیقی و قابل باز دید)مرجع اطلاعات مواد و متالورژی با بیش از 1300 عنوان ،شامل هزاران متن،کتاب،تصوير،فيلم تخصصی
به لطف خدا،metallurgydata کاملترین و پر بازدیدترین(آمار حقیقی و قابل باز دید)مرجع اطلاعات مواد و متالورژی با بیش از 1300 عنوان ،شامل هزاران متن،کتاب،تصوير،فيلم تخصصی